来源:盖世汽车网
R7 i0 a3 Z1 u, i! O
: b5 d6 H$ x1 G) [: S 武汉埃瑞特提供IRIVET锁铆设备,点击进入产品连接
% o6 A3 s& L6 s% X) K ]( E4 C3 f+ {! S' z% V" {% X: f
) ?$ |2 f3 s6 x
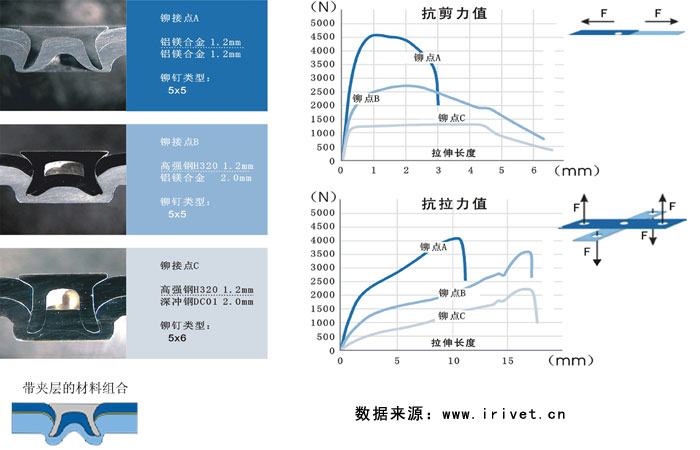
, y+ U5 ~+ N( I( q汽车轻量化分成三个部分,一个部分是轻量化设计,当然铝合金是一个方 面。还有一些镁合金,工程塑料,碳纤材料还有高层钢板,这方面满足刚度、强度、舒适性和安全性的要求。之后舒适化材料,有很多种材料,把这些材料连到一起 去才是最终形成车身的关键因素,目前有这样几种连接方式:焊接,黏胶、锁铆铆接。而连接工艺变成另外一个关键因素,直接决定了汽车的安全问题。针对在铝合 金汽车制造过程中出现的问题,我们总结第一个是不同材料之间的连接可能性,那个时候高钢纤和铝合金板焊接是很困难的甚至不可能的,但需要一个解决办法才能 做到轻量化,另外一些碳纤材料、工程塑料和铝合金联合到一起也需要特殊工艺。在可能的情况下,要评估它能不能满足设计的强度要求、安全性要求。 解决铝合金车身的生产过程的质量控制,每一个铆点是OK还是NG的,如果不能连续生产造成批量的不良,最后造成召回那就亏大本。 锁铆是自动松送料,中间不需要打孔 的,铆钉刺穿第一层材料、中间层材料、变形,之后在底层模具里面形成一个成型的过程,称之为锁铆铆接。这样的工艺过程,影响铆接质量的因素分四个方面:一 是预加紧力,防止材料之间出现奸细,要预加紧;第二就是铆钉,针对不同厚度,铆钉的长度和直径是有变化的;第三就是模具,它是在模具里面成型,形状是非常 光滑的;最后就是锁铆铆接的压力和位移的管理。 ( I1 P _: {- ?; D
一般从两个方面来判断铆接形式质量,一个方面称作外观检查,主要检查表面有没有裂纹,但外 观检查还要检查是不是对中,这是生产过程中也是无损伤检测的。还有对高端的设备,要求每个点在自动检测的时候有生产过程的压力和位移的过程检测,这个过程 检测的概念就是在铆接过程中设置不同的窗口,这个窗口进行及时的判断。当通过多层板件进行铆接的过程中,把它的变化关键点取出来,然后进行判断,最后如果 在这个过程中因为材料的厚度有问题,我们检查出来了,就可以马上证明材料有问题,如果是模具坏掉了磨损了,还会自动检测你这个模具有问题了。如果是材料的 方向,铝板和钢板,上下颠倒了,这个变化是不对的,那这样也可以及时的检查出来。这就是保证了每一个点都受到监控,这是满足汽车工业的可追溯性管理的要 求,同时也是避免造成批量报废和批量缺陷的一个关键因素,一有问题马上就发现。 这种工艺共有四大特性:动态疲劳强度高、撞击能量吸收特性、可连接带夹层的材料组合、生产过程在线质量管理。 而锁铆铆接针对传统的铆接,针对焊接,它的比较优势在哪里?通过总结共有四个方面:广、高、低、好。 广,连接材料组合广,相同材料,不同厚度,相同硬度不同性硬度,都是有这样可能性连接的,甚至非金属材料,只要它在顶层材料和中间层材料也是可以连接的。 高,连接质量高,连接的点是动态疲劳强度高,另外可以无损伤检测。焊接的强度必须破坏掉,才知道它的强度多大。这个铆接质量是由装备来保证的,人员的影响很少,不管你在这个企业干了二十年还是昨天刚刚培训上班的,最后连接的质量是一样的。焊接就不同了,这需要特殊的技巧。 低, 综合成本低。为什么这样讲?一方面不需要前处理工序,也不需要后处理工序,它的制作过程中能耗很低,铆接的时间大概在1.5~2.5秒,看厚度,厚度越厚 铆接的时间越长。但我们看到它是一步完成的,因为效率比较高,和传统的铆接相比,它节省了四分之三的程序。从设备投入来讲,一浦莱斯承担这个工作,也可以 把设备的投入也降下来,操作成本也低。还有不需要额外的劳保投入、环保投入,我们知道这一部分投入是没有效益的,这样车间没有烟、尘、毒气的排放,我们这 样大的企业也不存在被索赔的风险。 好,柔性好。当你换一个产品,我们只需要调整程序满足不同材料之间的铆接就可以了,和焊接相比,焊接每一种搭配就每一种焊接来做,我这个就可以做到几种搭配用一台铆接机去做,因为它的柔性度非常好。 锁 铆铆接和拉铆铆接与其它铆接方式相比,铝合金都是5毫米的,有铝合金铆接的,钢铆铆接的。锁铆铆接的强度传统铆接的一倍以上,那么它的强度高,另外效率 高,这样的铆接技术我们看看4.0的解决方案是什么,有手动的,左边是手动的,还有自动的。当然也可以和机器人附和在一起进行自动化的生产,一边生产,一 边进行过程的监控。通过这样一个自动化、智能化和数据采集、分析的过程,达到信息化,这是工业4.0的一个装备。 1. 通过刚才的一些案例和动画,大家可以看到,锁铆铆接是热衷天然的材料组合之间的连接成为可能,说它可以专门的解决铝合金车身的制造工艺问题,它跟焊接来 比,锁铆铆接的工艺是连接有色金属的最好的选择之一,当然我们不能完全替代焊接的一些地方,尽管焊接焊完以后对铝合金的强度可能损失30%,但有些地方必 须去焊。 2.通过锁铆接头的案例,可以看到锁铆铆接它能充分满足正态和动态疲劳强度的设计要求,另外它具备动态撞击能量吸收特性,它可以 克服焊接的不足,满足汽车安全方面的一些要求。曾经有过日本车被别克一撞就断成一半,如果它有锁铆铆接,就不会两半会连到一起去,那对车上的人就能挽救他 们的姓名,这是安全方面的一个重要性。 3.胶铆结合是解决彻内隔音、防水、降噪的关键工艺,但黏胶需要一个十几到二十小时的固定时间,那这部分时间是没办法工程的,如果用铆接,二十分钟三十分钟就可以往下流水,因此两种工艺的完美结合,就可以满足汽车的隔音、降噪、防水的要求,而且还高效生产。 4.锁铆铆接和传统工艺相比,减少四分之三的工序,成本降低就非常明显。不管设备投资还是能耗方面、工序方面它的优势都是非常明显的,尤其焊完以后会将铝焊完以后,热传导很快,形成变形,或者长度的变低,铆接就不存在这样的问题。 5.锁铆和无铆,都具有在线铆接质量管理,生产过程可以全部的监控,如果出现不良品,机器马上就可以报警提醒操作人员,这就避免批量报废,也避免将来造成召回质量损失。 6. 锁铆跟其它的特殊铆接,像无铆、触铆、拉铆,结合在一起可以解决很多问题,例如很多地方不需要很大的力,但又需要铆住,所以就需要无铆连接,是焊铆具,一 个点5分钱就铆住了,所以成本可以降低很多,在不重要的地方,重要的地方用锁铆。还有多鼓的拉铆铆,一个也是对很传统的拉铆,用两个鼓或者三个鼓,能不能 铆接好,实际上就是铆在一起的预紧力,用多鼓的拉铆铆接,第一个鼓起到预警作用,第二个鼓起到防松的作用,如果有必要还可以形成第三个鼓。这样保证铆接的 加紧力,有些低端车工艺不讲究,运行了一两年就有各种声音,就是铆接的地方没有预警了,变成松脱了,因此铆钉就响了。另外就是下雨,雨水进去了,这就是现 在问题出现在什么地方。 可以专门设置紧固件来进行铆接,有一些总的形成控制进行铆接,有些是力的控制来进行铆接,达到不同材料的铆接。全自动铆接,可以1分钟做48次,现在效率提高3倍以上,两年之内就可以回收成本。 最 后,再讲一下案例分享,锁铆铆接在白车身、四门两盖、横梁、天窗、摇窗机等等方面有很多的应用,奥迪的全铝合金窗,它的铆接是把板材、型材、柱材都铆到一 起。发动机,有强度要求的用锁铆连接,没有强度要求的用无铆连接,这是车顶的多层连接,主要防水的要求。挂钩部分,它进行铆接。汽车的前部结构这一块,一 些铝合金的铆接,SUV砥柱和侧围之间的铆接。这里面有个多层板,像三明治的连接强度要求也非常高,我们用三个月的时间就解决了。 电动汽车的锁铆铆接,电动汽车车门上的应用案例。钢的车门有二十几公斤,铝合金的车门只要六七公斤,电池支架用了40几个铆钉,全铝合金的。最后我跟大家分享特 斯拉铝车身的工艺解析,很多朋友对特斯拉感兴趣,特斯拉上用到的工艺,车门的周边需要打胶条地方用锁铆铆接,这样保证表面平整、防水、隔音、降噪。右图中 间是多鼓铆钉,这样强度比较高,群边的边缘地方用锁铆铆钉进行铆接,主要考虑到它的可达性。下图是锁固螺栓(音)的铆接,它和螺栓连接相比,螺栓连接是靠 操作工保证质量的,锁固螺栓是用工具来保证的。 4 c R+ s c7 J3 c- t1 y# [4 v# C4 C
5 D; z6 K& v' O) v
| 










 发表于 2016-6-12 20:32:28
发表于 2016-6-12 20:32:28
 收藏
收藏