|
优点:材料属性不同的、有镀层的及很难用焊接方法连接的材料可以进行铆接;用自冲铆接方法对铝及高强度钢材进行铆接,铆接牢靠性要比点焊好;铆接质量稳定,达到牢固一致的铆接效果;铆接过程清洁,无烟雾;比焊接消耗能量少得多;铆接过程比较容易进行自动化。 缺点:连接钢板时,自冲铆接比点焊的抗拉强度小;铆接时,尾部出现突出的“铆扣”,不够平齐;由于铆接过程需要较大压力,铆接设备比较笨重;在进行自冲铆接时,铆接处材料的两面都必须接触(一面是冲头,一面是模具),而不进行单面铆接。( D* _+ {! Q6 g1 G* c
, q; e1 n9 d- G0 X1 H
 + r& B# U1 t# A5 L. N7 L! ^2 U
+ r& B# U1 t# A5 L. N7 L! ^2 U
/ ?1 ?: a6 m% B
; D j) d7 J `/ t6 h作者:武汉埃瑞特机械制造有限公司 袁涛 2017年1月11日 转载请注明作者出处 注:需要了解更多自冲铆接机,请点击后面红色字体链接:自冲铆接机 正文: 自冲铆接机到底是种什么设备,有什么用处,好处或优势是什么?一位国内知名车企厂家的技术人员在电话中这样问道我。是啊,自冲铆接机也是最近几年才进入国内的一种先进的铆接技术,很多技术人员对其知之甚少或是闻所未闻,这也在情理之中,那么如果你正好需要采购或使用自冲铆接机,阅读一下这篇文章对你一定会有所帮助。  3 G5 }& e- b+ L: U# b 3 G5 }& e- b+ L: U# b
1、自冲铆接机的工作原理 自冲铆接机,英文名称为Self Piercing Riveting Machine,国外简称SPR设备,国内叫法也比较多如自刺穿铆接机,自冲铆枪,自冲铆,锁铆等等。自冲铆接机是一种普通的高效连接工艺,说其普通是因为它使用压力直接将铆钉压入金属内,原理一目了然,说其高效则是由于它无需钻孔,无需人工装配铆钉,机器仅需要2秒即可自动完成装钉→压入→铆接的全过程。下图显示了自冲铆接机一个工作循环的不同状态。
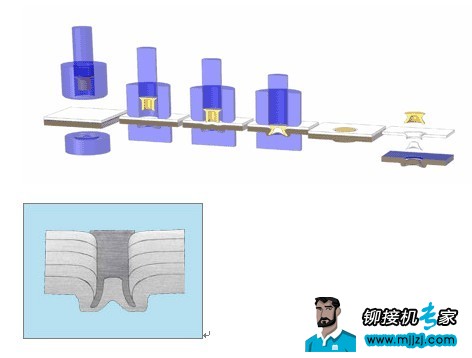
自冲铆接机原理图 我们来详细介绍下自冲铆接机的铆接原理:
" Z8 v, A, S7 b1 X板件进入自冲铆接机后第一步是对板件进行预压,预压的目的是防止板件在铆接过程中出现不良变形如凹陷、扭曲等;第二部是在预压状态下自冲铆接机将铆钉顶出进入待铆接位置;第三部是在压力的作用下,自冲铆钉刺穿第一层板件;第四步是铆钉在下压过程中受下模的作用,底部扩张为喇叭口,形成镶嵌连接体。
/ h, M7 x. a- e' C2、自冲铆接机的发展
2 F( G1 V# M' p4 R# \自冲铆接机技术发源于二十世纪八十年代前叶的澳洲,原本早期自冲铆接的应用主要集中于工业上使用涂层、镀层的钢板连接领域,例如:空调系统通风管线,房屋结构框架,梯子和筒式金属谷仓等,但是由于技术限制和成本较高,推广非常困难使用的情况不多。到了20世纪末期处,随着铝合金的广泛使用,此时有两种产品的出现给自冲铆接机的普及带来了广阔的机遇。
8 f. C" z$ K) k- ~4 ^3 ]( ]一种是汽车铝合金零件,也包括铝合金车身,典型代表有英国捷豹汽车公司在其2002年推出的XJ8型豪华全铝车身轿车的装焊工序中,首次全面使用了自冲铆接技术,全车使用多达3200颗自冲铆钉。 随后,自冲铆接机逐步进入汽车制造领域并得到认可。 另外一种产品就是母线槽,随着基础设施不断的投入,母线槽作为电力输送的一种装置得到不断的发展,铝合金外壳的母线槽使用螺钉连接的工艺被自冲铆接机工艺取代。
' h4 X4 y- q) q2 e( r- J+ K
3、自冲铆接机的优势
/ |1 R! \7 i5 W3 @5 F 我总结的自冲铆接机或自冲铆接技术的优势有如下几点
( i# k( y5 i" K! E- y" X无需预先打孔,无废料,无铁屑产生6 O* Z' T% V9 a0 `& t) R8 y
自冲铆铆接允许带有非金属夹层的材料进行铆接;/ M: O; Z5 |+ ?5 c6 r0 A6 v
自冲铆铆接点没有热应力集中,不会破坏材料表面镀层;8 e a! H: [5 c& s' L- u0 k
自冲铆铆接点的动态疲劳强度高,远远优于点焊等传统薄板连接工艺;
$ V0 Z t! C2 y6 g3 K* l& x可以连接金属和非金属材料和多层材料组合;
9 Z- |4 x$ u X! r, i2 C' p防水性、气密性好;
6 I/ i T4 Z! y自冲铆铆接点是利用特定模具冲压成型,铆接质量稳定;
* G& Z, C$ O. \8 k/ V1 R# k5 ~* Y通过检测铆接点外形几何尺寸可以简便地进行铆接质量判定,还可以实现无损伤检测;
8 V$ ?$ L2 \6 }" S9 q% u自冲铆铆接设备可以集成多点铆接于一个冲程内完成,极大地提高工作效率;
X9 M* p# ]* o4 F+ q; ^自冲铆铆接设备能耗较低,没有烟尘排放,没有噪音污染 [' E; q" e5 r
在设备的一个冲程内完成铆接!工序简单,节省人工成本;& b( R1 e! |: ?8 |' I) p
不损伤连接点出工作的镀层或涂层,无须后序喷漆、电镀;5 H8 U! _7 P6 Z
连接的静态连接强度为点焊的70%,动态疲劳连接强度远远高于点焊。 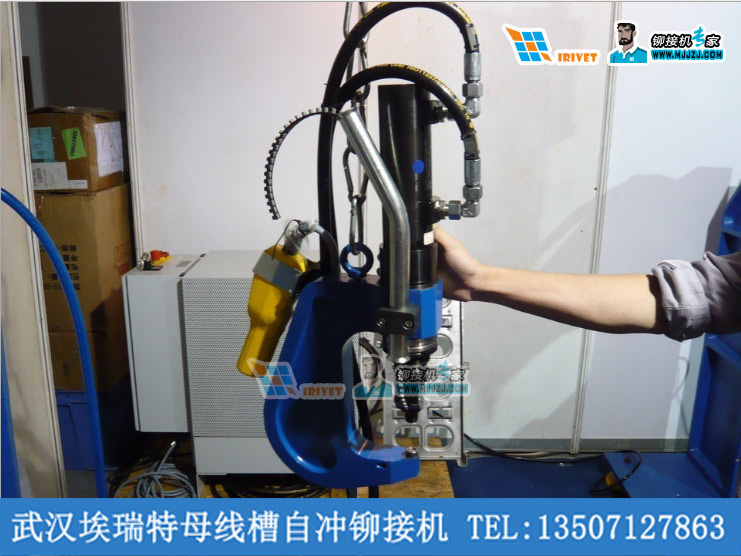 , I! Z1 z. y( z2 { , I! Z1 z. y( z2 {
4、自冲铆接机的介绍# d$ S0 i" _7 i4 ]
自冲铆接机根据结构特点可分为拨片式和齿轮式两种。
0 u P8 S6 q) }+ c 其根本区别在于铆钉的进料方式不同,拨片式自冲铆接机的铆钉是通过拨片、弹片共同作用送入的,其长时间使用后弹性原件需要更换避免弹性失效。齿轮式自冲铆接机的铆钉则是通过齿轮拨动料带上的孔带动铆钉送入,其后期维护更换工作少,送钉稳定可靠。目前两种机型市场都有销售,拨片式价格会较为便宜,只要厂家能保证后续弹性配件的供应,可放心选购。相比之下齿轮式自冲铆接机虽然价格略高,但考虑使用方便稳定,我个人还是推荐首选。 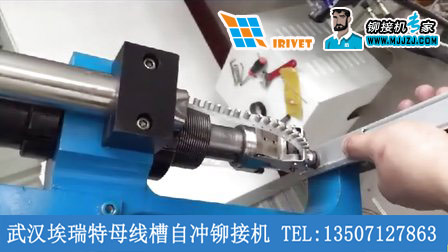
拨片式自冲铆接机
% K8 R8 w/ ]8 ~4 K
齿轮式自冲铆接机 
齿轮式自冲铆接机枪头特写 2 R. b$ ~1 @! g* Q
自冲铆接机根据使用方式又可以分为手持式和台式两种类型。' s" ?0 P8 B& N1 n% E. H: s
手持式自冲铆接机配合弹簧平衡器使用,一般使用在零件比较大,无法方便的搬动的场合,这时使用手持式自冲铆接机可以方便的移动到需要铆接的位置。同时手持式自冲铆接机通过连接板与机器人连接,可以实现自动化的自冲铆接机加工。 
手持式自冲铆接机使用状态 
手持自冲铆接机器人使用状态 9 T5 l3 @+ C7 q$ D8 ^0 p
台式自冲铆接机则是固定结构,一般是将需要连接的零件拿到设备上进行连接。或者将其应用于数控系统上。注意台式自冲铆接机绝大多数使用的是散装铆钉。 
自冲铆接机根据压力来源又分为伺服压缸型自冲铆接机和普通压缸型自冲铆接机两种。伺服压缸可以精确控制铆接力量,适合自动化控制。 9 h1 j' N- N% `2 v! b
4 ^* m6 M5 A9 _9 x; E5、自冲铆钉的介绍 自冲铆接机使用的铆钉是专用铆钉,称为自冲铆钉,分为料带自冲铆钉和散装自冲铆钉。 自冲铆钉又分为普通自冲铆钉和加硬型自冲铆钉,分别铆接较软的铝板和较硬的钢板。 自冲铆钉的规格多种多样,可以是沉头、平头,也可以是圆头,铆钉直径主要有3毫米和5毫米规格两种,但是长度种类丰富,在选用时,铆钉的长度一般是连接板厚加2毫米即可。 
沉头自冲铆钉铆接效果 
半圆自冲铆钉铆接效果 料带式自冲铆钉
0 z7 @2 r5 I3 n' `2 p料带式自冲铆钉是为了配合手持式自冲铆接机上料而专门设计的,料带上安装有铆钉,通过料带的移动,铆钉逐颗送到自冲铆接机枪室,从而完成铆接自动化的过程。 
撒装自冲铆钉 散装自冲铆钉是为了台式自冲铆接机而设计的,台式自冲铆接机安装有自动选钉盘,自动送料滑道,用户只需把散装铆钉导入自动选钉盘的铆钉储藏室即可,铆钉会全自动地送入铆接位置。 
5、自冲铆接机的应用' P5 k8 F1 N# p/ v7 \0 b+ k
自冲铆接可以广泛地适用于制造业诸多方面:) v2 t9 c# O) u& ~4 P4 v+ P
用于连接碳钢和不锈钢、铝、铜和磷青铜等材料;可以铆接涂上一层具有金属性或有机性的材料,极好地适应防腐保护的要求;可以大批量生产,且铆接过程可进行监控;可由传送带、铆钉盒或可装200-10000铆钉的管子供应,也可以从经过筛选的100%合格的密封包装随用随取;铆接过程可手工操作或半自动操作,或设计为装配线全自动化或机器人操作。! q- {' d2 u" \. z8 ^
埃瑞特(IRIVET)公司提供的自冲铆钉,按照其几何形状和尺寸的不同,共分为五大系列。每一系列又根据其不同的材质、铆钉头形式、钉杆直径和长度分成很多不同类型,全面满足用户的工艺要求和应用需要。
1 w1 p6 U3 k; S$ f$ Z/ M
! T. F' B7 v+ y1 U+ \& F& b# v典型应用实例
8 @9 W4 w+ c- q; |( l板材类型:铝板,钢板,塑料板或复合材料
& D9 S9 S6 d% ?( L3 a3 A较低硬度材质:冷卷钢板或铝板中等硬度材质、热卷钢板,挤压板材或铸造板材8 W7 w! Q. L0 [ M- v, _! k7 U3 k* @3 [
低延伸率材质 中碳钢,有色合金或塑料板) J8 `! \" h+ V( U h9 `
高延伸率材质 HSLA钢或DP & TRIP钢
M8 X5 U, i4 [! @" N0 V目前市场上常见的自冲铆接品牌有IRIVET(埃瑞特),Henrob(亨罗布)等等。 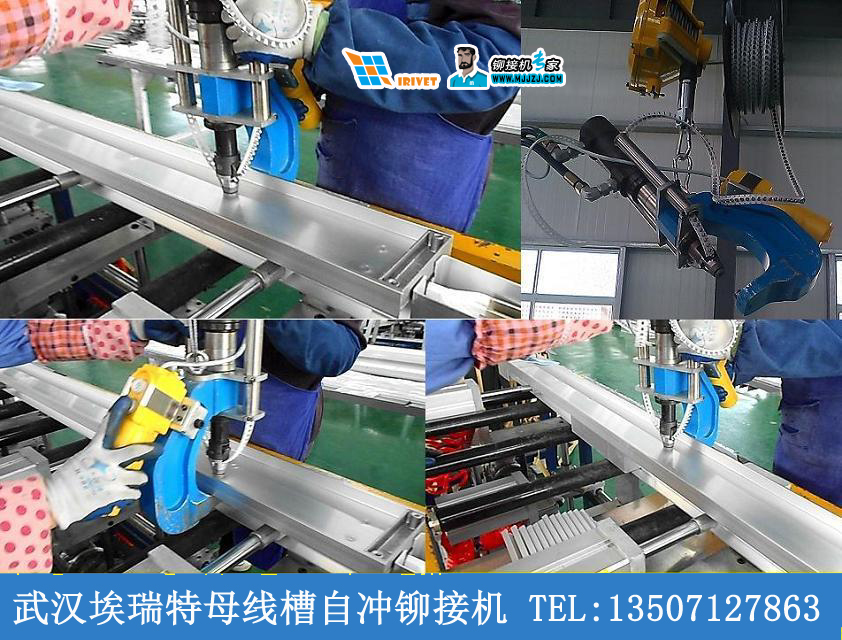
; J" h1 e+ g; t# w6、自冲铆接机面临的问题 3 l0 A8 m: _6 C+ k' U2 p
随着应用的不断扩大,自冲铆接机已经进入使用的新阶段,目前如想进一步推进自冲铆接机的广泛应用,需要解决如下几个问题。
0 \( s5 Q- D; H第一,降低成本,自冲铆接机和自冲铆钉目前售价都比较高,如进口自冲铆接机售价在10万元人民币左右,国产比较好的如武汉埃瑞特(IRIVET)价格是进口的一半左右,也要5万元上下。再比方自冲铆接机用的铆钉,进口一颗在0.3-0.6元左右,国产的在0.2-0.3元左右。由于自冲铆接机的零件加工难度大,精度要求高,没有大批量的生产无法进一步降低制造成本。 7 W+ U5 x1 J6 i. j4 K( E6 B3 w! O' p$ A
第二,自冲铆接机对稍厚、稍硬的金属无能为力,受制于铆钉硬度的原因,过厚过硬的金属,铆钉无法刺穿,从而无法完成连接。自冲铆接机目前连接钢板极限厚度是6毫米,铝板极限厚度是10毫米。
) `% w: Z# z# R8 T/ j第三,自冲铆接机吨位有限,无法任意加大压力,由于铆钉的直径都比较小,一般最大外径在8毫米,因此自冲铆接机的冲针外径就限制为8毫米,如果压力过大会导致冲针的弯曲或断裂,因此目前进口或武汉埃瑞特的自冲铆接机最大压力限制为8吨,无法再继续扩大。这必然限制了自冲铆接机的适用范围和领域。
| 










 发表于 2014-1-24 11:10:43
发表于 2014-1-24 11:10:43
 收藏
收藏 发表于 2014-1-25 01:11:32
发表于 2014-1-25 01:11:32

