- 注册时间
- 2013-7-4
- 最后登录
- 2026-7-20
- 阅读权限
- 200
- 积分
- 5907
- 精华
- 25
- 帖子
- 1185
 
|

为了保证连接的质量有以下要求:无铆钉铆接工艺需要根据所要求连接的具体机械
* f/ M# [3 {" B# W% P# W 及部件的整体性能和结构要求、连接强度、使用材料的特性等来确定。比如要根据铆接
- K9 @/ R+ K }* v# S5 B& Z 的强度选择铆接接头到材料边缘的边距,比如根据板料的厚度来确定上、下板料的放置
; t/ v& M8 U& g. G8 B8 A: i* x 顺序,以及根据板料的塑性来确定板料的放置顺序,这些数据的选择及匹配通过数值模
' w% q6 ]# d: H! Z, h8 A3 _ 拟及试验测得,模具的设计也要根据具体上、下板料的特性(硬度、塑性和板料厚度等)
( O5 p1 |: u+ b2 f0 K" L 和连接点的抗轴向拉力或抗剪力的大小等来选择。7 c1 w1 } u/ k( Y: U' X. l
对于不同硬度的板料,要把较软的板料放在下板料位置,因为如果较软板料放在上0 g- c ^3 v* X1 W4 U9 B
面容易出现上板料被压薄太多,而出现铆接点强度不够,不利于上板料嵌入下板料。而% b, f% f3 L- f. @
把软材料放在下面,由于在铆接时,铆接点处在一个基本封闭的空间里,能缓解软板料
$ }) H! U1 a# A$ f- P' \5 q, e8 d" q的过度减薄和有利于上板料嵌入下板料。7 k+ C2 d& ~. e r
对于不同厚度的板料,要把厚板料放在上面,而把薄板料放在下面,因为无铆钉铆
6 o3 I+ y. Z" A, J j接时,上板料要拉伸的距离更长,它要被拉伸越过下板料的厚度,如果把薄板料放在上
' K5 R2 E. [2 k4 N. n3 U: {% G板料位置,那么薄板料很容易被拉破。
4 C" X5 V1 X, j9 d9 A ; w2 S( M. T8 r' K1 `
* t7 f% w- X1 ~. F5 z
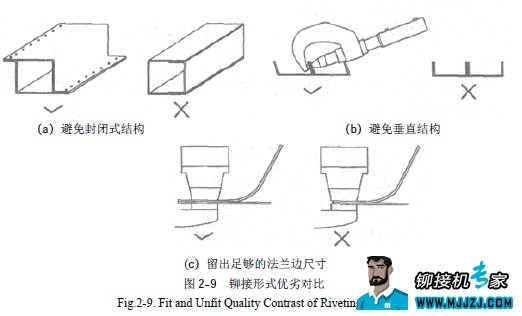
为了保证铆接质量,提高铆接的强度,- P* `+ L4 s, {! `9 J, T
设计的铆接形式应合理,如图2-9 中各图左边形式。
7 z; E/ J e0 [0 P& M R9 v 对于(a)图,右边铆接结构是封闭式的结构,这样将导致铆接模具不能伸进铆接位置,9 C* V, K( g! X- _+ E
故采用左边的铆接结构形式。
' C) \8 O& R, a+ K% t 对于(b)图,右边铆接结构是垂直的,铆接设备进入铆接位置时会和铆接工件触碰干
6 d/ O- Z+ m3 v( A6 d' n, C r 涉,不利于工作人员操作,左边的铆接结构能使铆接工具进入铆接位置,故采用左边的
7 O! G3 t4 J5 f 铆接结构形式。 q2 o/ L+ {3 ?& f8 |
 5 j& j" |4 m6 Q& b$ K 5 j& j" |4 m6 Q& b$ K
对于(c)图,右边铆接结构形式导致铆接接头到板料边缘的宽度太小,这样将导, _/ W6 L4 a+ u* ] U8 }! i
致铆接接头受到剪力时,容易发生塑性变形而出现接头破坏,影响铆接连接强度,故采6 ?* n- |! D- ^, ]7 G
用左边铆接形式。: s0 r0 A& O4 u: P$ e# h7 U
: V7 G4 o* g$ W0 V7 _, F
4 F8 m& K) Q6 D8 R* z- Q8 J
. t2 C. F5 ^: x, U0 r6 i$ @. \
- J% f# w2 I8 [4 U/ u: ]; I6 g0 C( q
|
|









 发表于 2018-9-29 21:10:10
发表于 2018-9-29 21:10:10
 收藏
收藏