
SPR自冲铆接机操作说明书 品名:埃瑞特自冲铆接机(购买电话13507127863) 型号:ZCM-5型 版本号:V2.1版 注意: 请妥善保管此手册,任何遗失或缺损均可能导致重要特性信息丢失, 给维护和修理带来困难!!!如需帮助,请致电武汉埃瑞特机械制造有限公司,电话:027-88716898 1、一般信息 1.1安全须知 在进行安装、配线施工、维修、检查前,请仔细阅读此手册以及其他附属资料后再进行相关操作。 请在确认有关设备的知识、安全信息以及注意事项后再开始使 用。 控制系统只能用于指定设备或机械电气指标均完全一样的设备。任何机械设备的变更均需经过专业人员的分析认可,必要时咨询 本公司技术人员,经确认后方可实行。任何未经确认的变更均可能导致设备损坏或人身伤害。设备的维修需由专业人士进行。 1.2供货清单 1、完整液压站 1台 2、液压油管 2根 3、铆枪 1台 4、电控箱1台 特别说明:本系统售价中只包含用户对系统控制程序的单机使用权,已装入系统。本公司版权所有。如需二次装入,公司将酌情收取相关费用。 1.3不包括范围:控制箱电源接入点以上部分,如动力供给,电缆等。 不包含液压油。 1.4.1环境要求: 1、 安装环境应考虑使系统各部分免受粉尘、油污、水、有害气体的侵蚀。 2、 环境温度-10~40℃。 3、 环境相对湿度10~90%(无结露)。 4、 海拔1000米以下。 1.4.2电力需求 1、 电源污染较少。 2、总装机容量5KVA,空气开关≥20A,供电电压3相380VAC, 应通过一个可靠的空气开关接入控制箱,较长时间的搁置应切断电源;电缆直径不小于4mm2。 3、 控制箱应严格接入大地,接地电阻≤4Ω。 1.4.3重要提示: 1、 请不要对电缆、油管施加过分的应力。 2、 连续两个月以上闲置不用,应通电一小时以上。 1.4.4自冲铆接机原理 技术原理及流程:压边圈首先向下运动对铆接材料进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接目的。铆接两层相同金属材料时,较厚的放在下层;铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时,将金属材料放在下层。 各部分结构 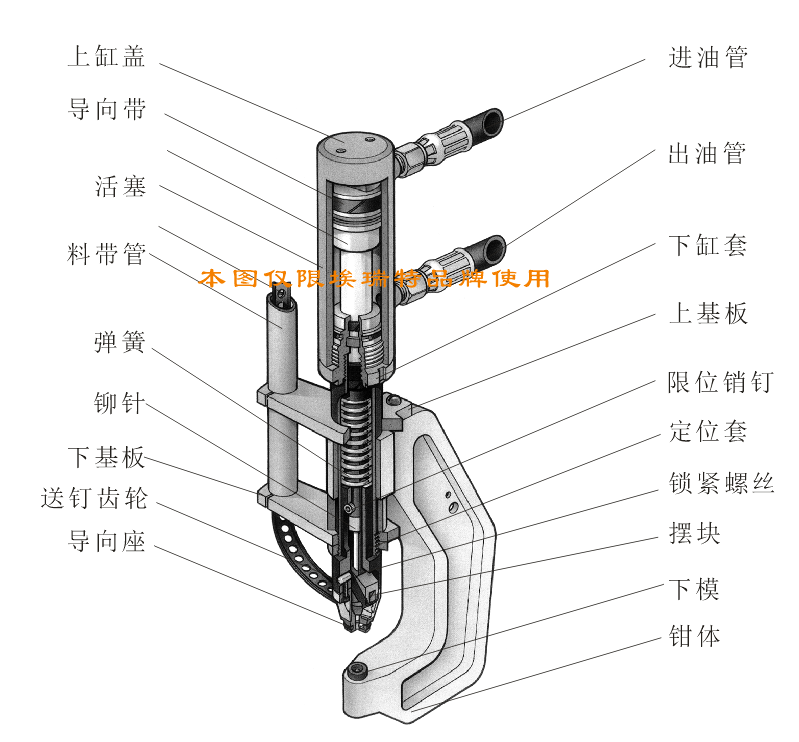 2、功能及使用说明 2.1使用前的注意事项自冲铆接系统仅对适用于冲压连接的材料进行铆接。根据试验 结果选择相应的铆接系统,须按指定的用途使用,禁止未经论证和许可擅自改动,如修改本体,上模冲针,下模,添加或改造连接设备以及对控制程序的改动。这些将失去保修服务遵守本手册的规定也属于按规定操作使用机器的范畴。未按规定使用所造成的损害,我公司不担负任何责任。 2.2安全 1、主要的操作危险来源于正在进行冲压连接时机器的高压。在铆接钳口区域,会造成手指的伤害或擦伤或被冲压件击穿,铆接枪头运动时,必须远离冲压模具工作区域! 2、 请勿将不合格的产品放入连接模具中,否则会导致模具的损坏。 3、 在同一个位置,请勿重复压铆,否则会导致铆钉飞出,导致模具损坏甚至人员伤害。 4、 无铆钉或工件时,请勿空压,否则会导致模具损坏。 2.3技术参数 外箱包装尺寸 1360x700x1200mm 整机重量 总重量约300kg 液压系统 液压油 知名品牌之H68抗磨液压油最大操作压力 250bar(5吨机型) 齿轮泵流量 25l/min最大返程压力 5bar 电机转速RPM 1450r/min电机输出功率 4kw 动力供应 3相400V/50Hz 5KVA 循环间隔时间 从铆接开始到重新开始 >4s 2.4设备使用 2.4.1初次调试 1、连接电缆,输入电源:3*380V+1N/50HZ; 2、确认油箱已加满足够的油(油位计)。 3、液压油管的连接,特别注意前进油管和后退油管接口安装的正确性。注意AB标识。4、按启动按钮,并立刻停止,检查马达运转方向是否正确(顺时针)。 5、如液压系统没有启动,请检查马达保护开关是否打开,主开关是否在ON的位置。 6、安装铆钉料带。 ž用剪刀剪去料带第一个铆钉前的部分。 ž拿走第一个铆钉。 ž把料带头通过导料筒插入送料机构,回啦确认齿轮已挂住料带。 ž确认第一颗钉处于膛孔的位置,准备就绪。 2.4.2熟悉各控制开关 操作控制 功能 电源按钮,带指示灯 按一次启动系统,再按关闭系统 系统启动时指示灯亮 电机开,关 按下电机开,电机转动。按下电机关,电机停止。 操作模式选择开关 操作模式选择:手动或自动 铆接前进按钮 按下开关开始铆接 铆接返回按钮 按下开关上模返回 2.4.3压力调整 铆接压力设定一般用于设备的第一次试运行或不同工件打样试制。 2.4.3.1系统压力调节系统压力出厂时已设定,一般情况下无需调整。只有当工作压力 已无法调到理想状态时,在压力表的辅助下适量放大。系统压力出厂设定值为270bar。 2.4.3.2前进压力调节顺时针增加,反之减小。 2.4.3.3返回压力调节顺时针增加,反之减小。 2.4.3.4压力调整步骤 设定铆接压力主要是调整前进压力开关和回程压力开关旋钮: 1、接通电源,装好工件: 2、将模式选择开关转到手动模式; 3、按下前进按钮,进行一次压铆,完成后视压铆状况确定需增大压力或是减小压力; 4、调整前进压力开关旋钮:顺时针旋转增大设定值,逆时针旋转减小设定值: 5、换一件工件,按住压铆前进按钮,再进行一次压铆 6、如回程速度慢或回不到位,则相应的调整回程压力开关旋钮。 7、视铆接状况,如有需要,继续调节。 2.5铆接的预紧功能铆接过程中当枪嘴刚刚接触工件后,枪嘴在弹簧推力作用下预紧工件,上模冲针克服预紧弹簧继续下压,将铆钉压入工件,铆接压力达到设定值,上模冲针和枪头回到起始位置(自动运行模式)。 2.6操作规程 1、检查料带情况,如需要更换新的钉盘。 2、确认铆钉处于启动时的位置。 3、把主开关打到位置“ON”,系统上电。 5、按下启动按钮,液压系统开启。 6、选择手动操作模式或自动操作模式。 7、把需要连接的工件放在下模和上模之间,按下按钮,将进行一次 铆接,到达设定压力,系统自动返程。 8、铆接动作间隔2分钟无指令,设备进入休眠状态,无需再按启动按钮,接到铆接指令时,系统会自动唤醒。9、自动控制模式:按压铆接启动按钮一次(接通时间>0.1S),开始铆接,上模具首先快速到位,并进行铆接加工。当铆接压力达到设定值时,上模具自动返程,一次铆接加工完成。 10、将工件从设备中取出; 11、如需继续进行,则再按下开关将进行下一次铆接。注意:一定不要在同一点进行两次铆接。前一铆钉会给第二个铆钉一个强大的反作用力,这将会导致模具损坏。同时也会有铆钉迸飞的危险! 12、关机按下电机关按钮位,并切断电源。 13、在手动模式下,按下前进按钮不放,加压声停止时按下返回按钮,冲模返回。 2.7铆接规范 2.7.1铆接工件的选择 材料 不是所有的材料都适合自冲铆接,硬度不高且具有一定塑性变形能力才能选择自冲铆接。由于材料的成分及性能的千差万别,一定要区别对待。 空间 根据材料性能及厚度的不同,铆枪的工作压力从5吨至15 吨不等,枪体的设计一般采用上下模同体,靠枪体本身的刚性来承受这个压力,故工件的设计应充分考虑进枪、脱模、退枪的需要,采购前应与铆枪提供方充分沟通,获取必要的技术支持。 方向不同材质或不同厚度的板材铆接到一起,要注意铆接的方 向。一般原则是从薄板压入厚板,从硬板压入软板,从非金属压入到金属板。 面积 通常直径5MM的铆钉要求铆接面积不小于直径18MM. 2.7.2铆钉的选择 直径 AJ铆钉直径分3mm,5mm,8mm 三种,常用的长度有 3,5,6,8,10,12mm,其他长度需定制。表面处理 分镀锌和化学涂层两种。防腐要求 盐雾大于200小时。 长度 钉长的选择一般要求是L=δ*1.3~1.5(δ为材料叠加厚度),过长和过短都不适合。 材质 铆钉的材质和硬度针对不同的工件材质和厚度应有所不同,供需双方应在实验的基础上做出选择。 2.7.3铆枪的选择 压力 要根据工件的特点选择不同压力等级的枪,目前常用的为 5吨,10吨,15吨三种。 本体本体的结构由压力等级和工件的工作空间决定,通常需定制。一经定型,用户不宜随便更改,否则会降低模具寿命并影响铆接质量,严重的会损坏枪体或造成人身伤害。合格的本体要求在额定的 压力下,C型口在受力轴线方向上弹性变形小于0.2MM。模具 模具的外形由本体和被铆接工件两方面决定。 控制 根据单机使用和所工作系统的不同而有所区别。 2.7.4铆接质量一个合格的铆接点应具备以下几个特点: ž铆钉头部不高出或低于附着面 0.2MM,及±0.2MM。 ž铆钉必须延展形成喇叭口。 |

















